| Weight | 1-300t |
| Material | ASTM: 1045 / DIN: CK45 |
| Application | Rotary Kiln |
| Customizable | Yes |
BUILDING MATERIALS INDUSTRY

Kiln Tyre
Introduction
The rotary kiln tyre, also known as the riding ring, is one of the main parts of the rotary kilns It transmits all gravity of the rotary kiln cylinder (including refractory bricks, internal devices, raw material, etc ) to the supporting rollers, and enables the kiln body to rotate smoothly, so the kiln tyre should have sufficient strength and durability At the same time, the tire is a part that strengthens the radial rigidity of the cylinder, so it must have sufficient rigidity
Advantages
1. High strength and excellent durability.
CHAENG adopts quality materials ZG45 and ZG42CrMo to manufacture the kiln tyre to guarantee its strength and toughness, so as to support rotary kiln well.
2. The advanced process of double medium quenching enhances strong adaptability
After double medium quenching, each part of the rotary tyre is forged evenly. It has characters of high stiffiness on quenching, high toughness, and good wear resistance, suitable for various bad working environments.
3. CAE software digital simulation technology is used to assist in quality prediction and process optimization.

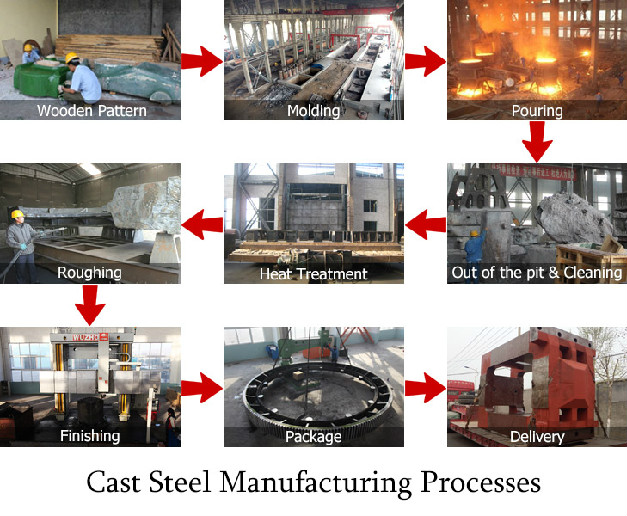
Process
Case
Kiln tyres manufactured by Great Wall Steel Casting have been exported to many countries abroad, including Italy, Turkey, and Chicago.

Note:
CHAENG (Great Wall Casting) can manufacture all types of rotary kiln tyre according to customers’ drawings and sizes. You are warmly welcomed to visit our company!
Order online
Fill out your message and submit it . Options with * must be filled in.
PRODUCTS
CONTACT
- Tel: +8613223717221
- Whatsapp: +8613223717221
- E-mail: casting@chaeng.co
- Skype : GreatWall1958

